Как правило, если мы устанавливаем тиски непосредственно на верстак станка, они могут оказаться изогнутыми, что требует корректировки положения тисков.
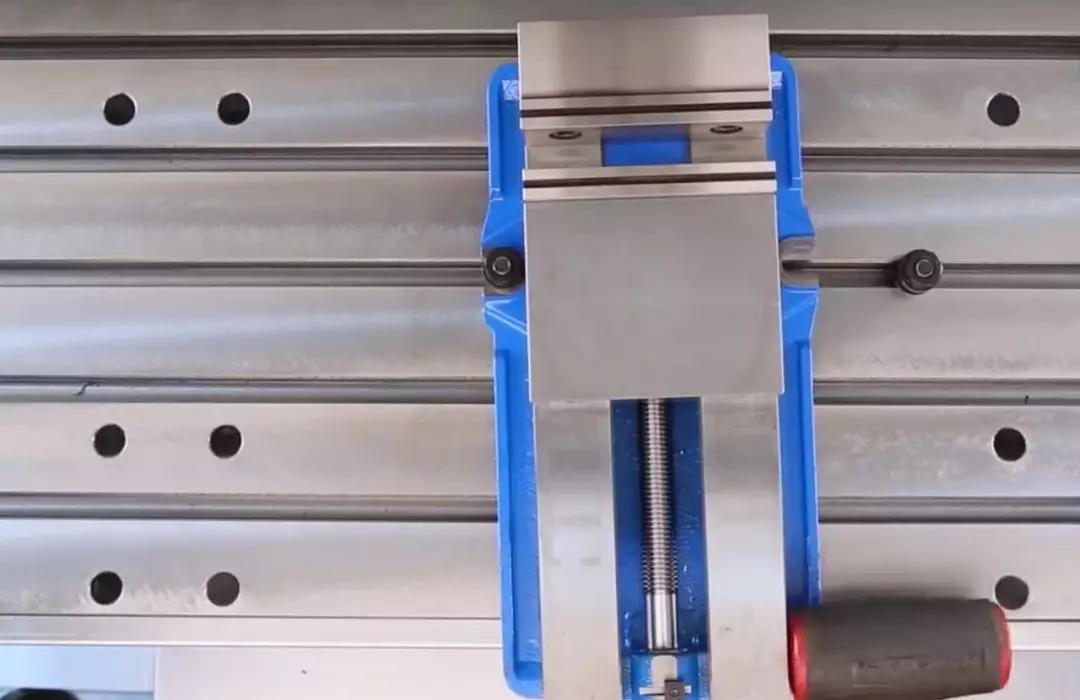
Сначала слегка затяните 2 болта/нажимных пластины слева и справа, затем установите одну из них.

Затем, опираясь на калибровочный измеритель со стороны, где зафиксирован болт, вращайте маховик по оси Y. Убедившись, что шаровая головка калибровочного измерителя соприкасается с губками тисков, отрегулируйте циферблат калибровочного измерителя так, чтобы стрелка указывала на «0».

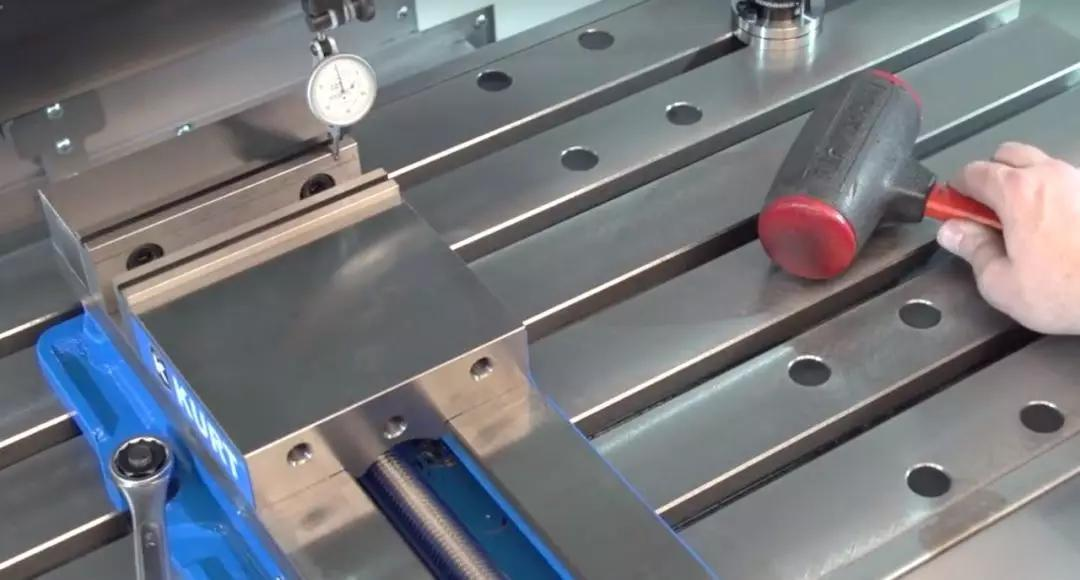
Затем переместите ось X. Если во время перемещения объём показаний слишком большой и, вероятно, превышает ход калибровочного измерителя, можно постучать резиновым молотком по месту, где тиски удерживают ручку во время перемещения. Если показание мало, не беспокойтесь: вы можете скорректировать его, переместив тиски на другую сторону губок.
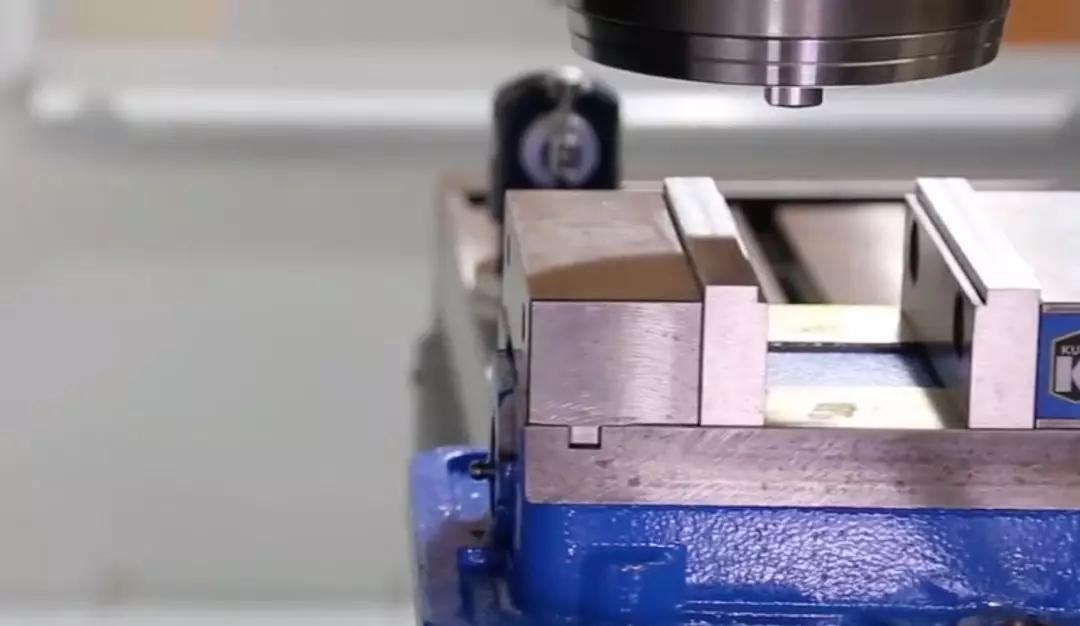
Повторяйте два предыдущих шага, пока показания калибровочного прибора не будут одинаковыми с обеих сторон губок. Наконец, затяните все болты/нажимные пластины и проведите окончательное измерение, чтобы убедиться, что тиски остаются прямыми после затяжки. Это позволит вам уверенно выполнять обработку.
Время публикации: 04 ноября 2024 г.




